Investment Casting
Titanium investment casting in various grades and alloys is one of the core areas of our product portfolio.
For many years, we have supplied customers with high-quality titanium cast components, including serial production parts weighing up from 10 g to 150 kg. We invite you to explore the examples and product presentations in our Titanium section. Many of your initial questions may already be answered by the information and visual examples provided. If you require further details, our team will be pleased to assist you personally.
Our customers quickly discover that we offer comprehensive technical expertise and support in all aspects of titanium casting. From the initial project phase through to successful series production, we provide professional guidance at every stage. Our extensive experience with titanium materials enables us to answer even the most demanding technical questions.
For titanium investment castings, we primarily employ vacuum centrifugal casting technology, which represents the optimum manufacturing process for many applications in terms of quality, precision and reliability.
At the same time, we believe in providing honest and practical advice. If we consider an alternative manufacturing process to be technically or economically more suitable for your specific component, we will tell you so. Years of hands-on experience often provide valuable insights into process reliability, manufacturing efficiency and cost optimisation that can benefit your project.
IATF 16949 Certificate for Automotive Applications
Our investment casting manufacturing partner is certified according to IATF 16949, the internationally recognized quality management standard for the automotive industry.
This certification confirms compliance with stringent requirements regarding process reliability, traceability, continuous improvement and product quality throughout the supply chain. It enables the production of high-quality titanium investment castings for demanding automotive and mobility applications.
Standard Tolerances for Investment Castings
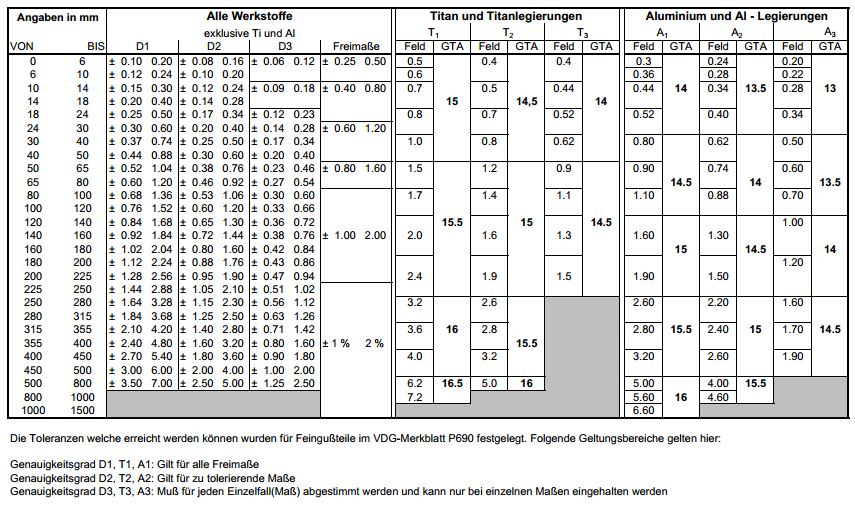
Investment casting is the manufacturing process through which the majority of cast components marketed by our company are produced. This applies not only to titanium castings, but also to stainless steel and aluminium components.
What is Investment Casting?
Investment casting enables engineers and designers to manufacture complex components and assemblies in a highly economical manner, often at lower overall cost than with many other conventional casting processes.
The process begins with a precision aluminium master mould. Wax is injected into this mould to create an exact replica of the final component. These wax patterns are assembled onto a central runner system, commonly referred to as a “tree”.
The assembled patterns are repeatedly dipped into a ceramic slurry and dried between each coating stage. After approximately 5 to 7 coating cycles, a ceramic shell thickness of around 9 to 10 mm is achieved.
The wax is then removed either by flame firing or in an autoclave using steam and pressure. The molten wax drains through the gating system, leaving behind a highly precise ceramic negative mould. Depending on the casting alloy, this mould is heated to temperatures between approximately 450°C and 1,100°C.
The molten metal is then poured into the preheated ceramic mould. Once the casting has cooled, the individual components are separated from the runner system and the ceramic shell is carefully removed.
A balanced combination of cleaning, deburring, surface preparation, heat treatment and straightening ensures a high-quality finished product that meets customer specifications and the geometric requirements of each individual component.
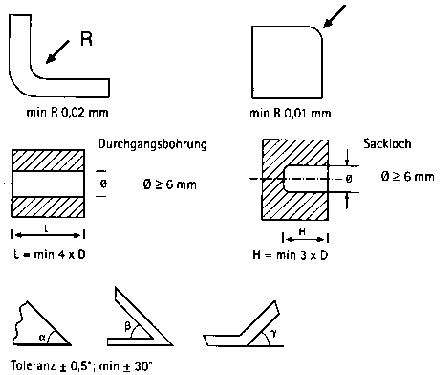
Investment Casting in Detail

The following examples illustrate the fundamental differences between component designs optimised for machining and those specifically engineered for investment casting.
Advantages of Investment Cast Components
- Most complex geometries can be cast
- Economical production runs, depending on part weight, from a quantity of just one
- High dimensional accuracy
- Reduced machining requirements
Surface Finish
Since the ceramic shell completely surrounds the soft wax pattern, an excellent surface finish is achieved.
A surface roughness of Ra 6.3 is standard, while values as low as Ra 1.6 can also be achieved through additional surface treatment. This is particularly beneficial for applications such as food packaging machinery.