


Feinguss im Detail
Feinguss ist der Herstellungsprozeß, in welchem quantitativ wie qualitativ die meisten Gussteile, sowohl aus dem Werkstoff Titan, wie auch in Edelstahl, als auch aus Aluminium, in unserem Unternehmen vermarktet werden.
Was ist Feinguss?
Für das Feingießen im „Wachs-Ausschmelz-Verfahren“ benötigt man eine Aluminium-Urform.
In diese Aluminium-Urform wird Wachs gegossen, wodurch man eine genaue Wiedergabe des zu produzierenden Teils als Wachsgeometrie erhält. Diese Muster werden an einer sogenanten Traube befestigt, wiederholt in ein Keramikbad getaucht und danach getrocknet. Es entsteht bei 5 – 7 Beschichtungslagen eine Keramikschichtdicke von 9 – 10 mm. Das Entwachsen geschieht durch Flammenfeuerung oder in einem Autoklaven (Druck und Dampf). Das verflüssigte Wachs läuft durch die Ausgussstege ab. Die daurch entstandene Kearamik-Negativ- Form wird auf ca. 450 – 1.100 °C erhitzt (abhängig von der zu verarbeitenden Gusslegierung).
Nun wird die Schmelze in die erhitzte Negativform gegossen. Nach dem Abkühlen erfolgt ein „Abrütteln“ der Formen von der Traube und ein Zertrümmern des Keramiküberzuges.
Die Ausgewogenheit des Reinigens, Entgratens, Grundierens, der Wärmebehandlung sowie des Richtens garantiert ein erstklassiges Endprodukt entsprechend der Kundenanforderung und der Notwendigkeit der Teilegeometrie.

Vorteile von Feingussteilen
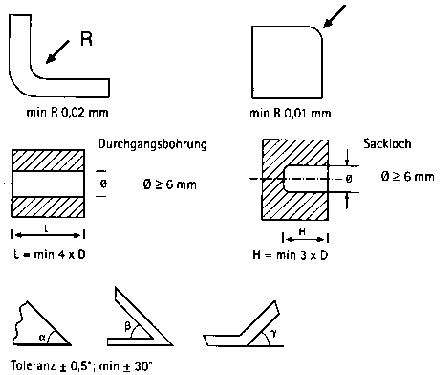
Die Mindesttoleranzen für ein Feingussteil sind:
Vorteile von Feingussteilen:
1. Schwierigste Geometrien gießbar
2. Wirtschaftliche Losgrössen, je nach Stückgewicht, ab Stückzahl 1!
3. Hohe Maßgenauigkeit
4. Reduzierung der Teilebearbeitung
Oberflächenbeschaffenheit:
Da die Keramikform den weichen Wachskern umschließt, resultiert daraus eine exzellente Oberflächenbeschaffenheit.
Eine Oberflächenbeschaffenheit von RA 3,2 ist Standard, aber auch Genauigkeitswerte bis zu RA 1,6 (durch zusätzliche Oberflächenbehandlung) sind möglich, zum Beispiel für die Lebensmittelverpackungsmaschinen.